 S.M.S. WESPE (HENK, 1895)History and context
S.M.S. WESPE (HENK, 1895)History and contextThe WESPE-Class armoured gun-boats of the then young Imperial German Navy were born out of a tactical concept that dated well back into the Napoleonic era. The idea was to mount a heavy long-range gun onto a highly mobile small craft that would be able to retire into shallow coastal waters, beyond the range of even the heavy artillery of an attacking fleet. The addition of a steam engine and the increase in calibre followed the development of the time, of course. Adding heavy armour to the front (mainly) was meant to give the gun-boats a certain attacking capability. It also owes something to the floating batteries used in the defence of Copenhagen during the Napoleonic wars and to the armoured floating batteries used by the allied French/British forces during the Crimean War (1854-55). In fact, adding armour plating to a (rowing) gunboat was already proposed as early as the late 18th century in Spain, as documented by a model in the Museo Naval in Madrid, but apparently never put to work in full scale.
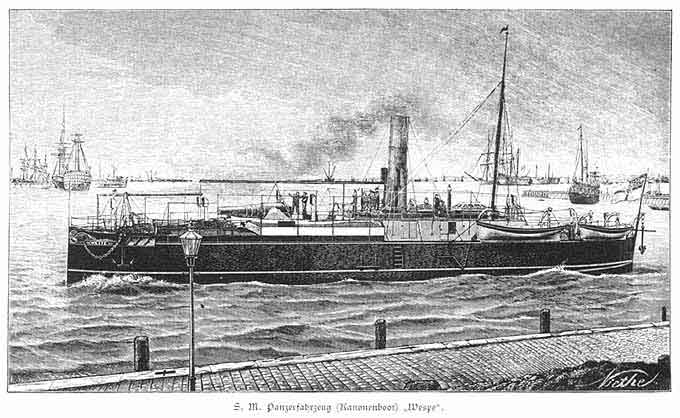
 S.M.S. WESPE, brand-new and still without the 30.5 cm gun (1875)
S.M.S. WESPE, brand-new and still without the 30.5 cm gun (1875)At the time of the conception of the WESPE-class in the early 1870s a former cavalry(!) general was the naval chief-of-staff in Germany. The tactical dogma was ‘proactive defence’: an attacking enemy was to be awaited near home waters and fenced off. The main threat was seen in amphibian operations attacking the German coast. Thus, the landing of troops at strategic points had to be prevented. Long-range strategic and oceanic operations were out of the scope of the German naval planners of the time. There was a certain logic in this, as Germany, unlike Britain, is/was a more or less land-locked country and largely self-sufficient in many respects at that time. Overseas trade then did not have such an importance as in Britain or as in later globalising economies. Therefore, attempts to severe overseas supply chains was not so relevant. There was, indeed, active resistance from trade interest groups, particularly the merchants in the cities of Hamburg and Bremen, to a navy that would engage itself overseas. These merchants relied on their network of friendly contacts and on sailing under a neutral flag.
Hence, the WESPE-Class was designed to be mainly a heavily armoured gun-platform, giving long-range protection to the tidal North Sea harbours that are surrounded by mud-flats and to give mobile protection to the deep fjords of Schleswig-Holstein's Baltic coast. They would be backed-up by heavy artillery (and later fixed torpedo batteries) in coastal forts.
The guns in such boats usually could only be trained by turning the whole boat. This seems more difficult then it probably was, because even in the old days of the rowing gunboats they would attack by rowing in a wide circle and when the intended target passed through the line of aim, one would fire. As the WESPE-Class was designed to let themselves fall dry on mud-flats, a possibility to train the gun itself was needed.
This distinguished the WESPE-class from earlier boats of similar design in Britain, namely the ANT-, GADFLY-, and BOUNCER-class of the 1860s. Man other navies took up the same concept and there were examples in the Danish, Dutch, French, Norwegian, Spanish, and even the Argentinian navy. Some of the were armoured, while other were still constructed from wood or composite.
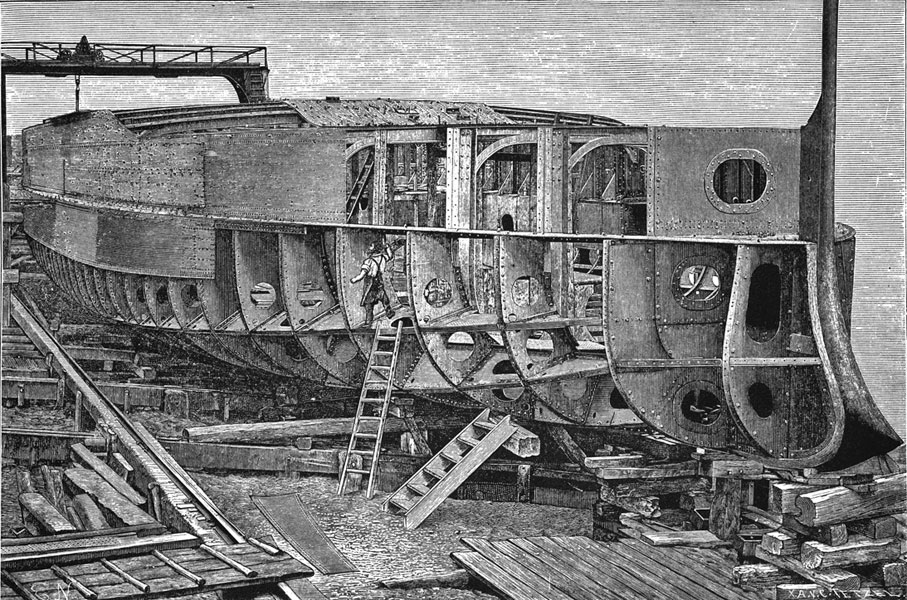 S.M.S. WESPE under construction (HENK, 1895)Technical Description
S.M.S. WESPE under construction (HENK, 1895)Technical DescriptionThe WESPE-class comprised ten boats delivered in two batches between 1876 and 1880: WESPE (1876), VIPER, BIENE, MÜCKE, SCORPION, BASILISK, CAMAELEON, CROCODILL, SALAMANDER and NATTER. They were all built by A.G. Weser in Bremen. With a length of 46.4 m and a beam of 10.65 m they had a dead weight of 1157 t, drawing 3.37 m. The dimensions vary somewhat according to source, but this may be due to different reference points, such as length overall compared to length between the perpendicles etc.
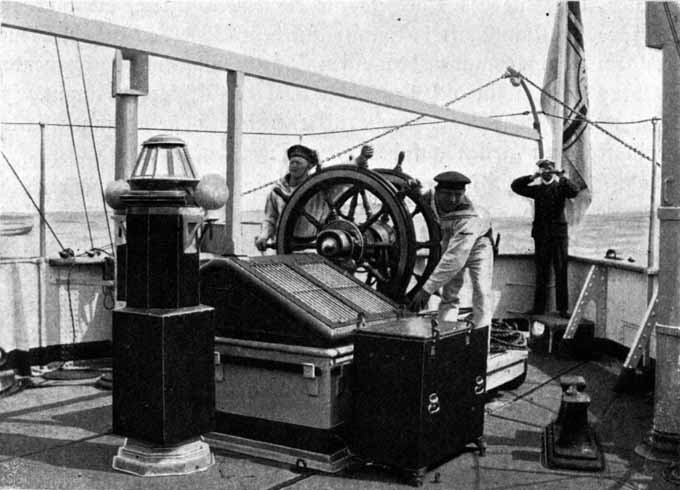
Two inclined double-expansion engines on two propellers gave a maximum speed of 11 knots. Their original complement was 3 officers and 73 crew. Steering was from a stand on the hut and an emergency double steering wheel abaft. Very early on they were also retrofitted with an electrical generator.
The WESPE-class were the first German warships (and indeed among the first of any warship) that did completely without auxiliary sails. As the consequence they only had a light mast for signalling. In spite of sporting quite some leading edge technology, they were only of limited seaworthiness and their handling was far from perfect. This resulted in them being given a collection of rather unfavourable nicknames. They were also not very popular with their crews and officers due to the cramped conditions below decks, but then they were not meant for long voyages in the open sea.
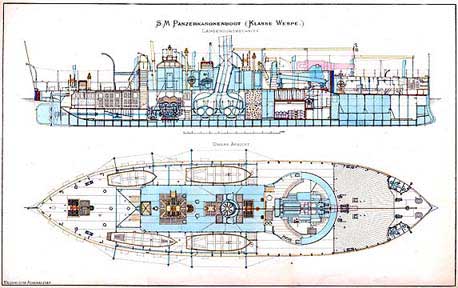 Admiralty illustrative drawing (before 1883)Armament
Admiralty illustrative drawing (before 1883)ArmamentThe main armament was a single 30.5 cm rifled breech-loading gun designed and manufactured by Alfred Krupp AG in Essen. At the time the WESPE-class boats were designed, fast torpedo-boats did not exist yet – the automotive fish-torpedo was just being developed. When in the mid-1880s small torpedo-boats became a tactical reality, some form of self-defence against them was necessary and two bronce(!) 8.7 cm/l24 breech-loading guns in ‘disappearing’ carriage and two 37 mm Hotchkiss revolving guns came on board. In fact, very early on (1883) also two 35 cm underwater torpedo launching tubes were installed to increase the attacking capabilities.
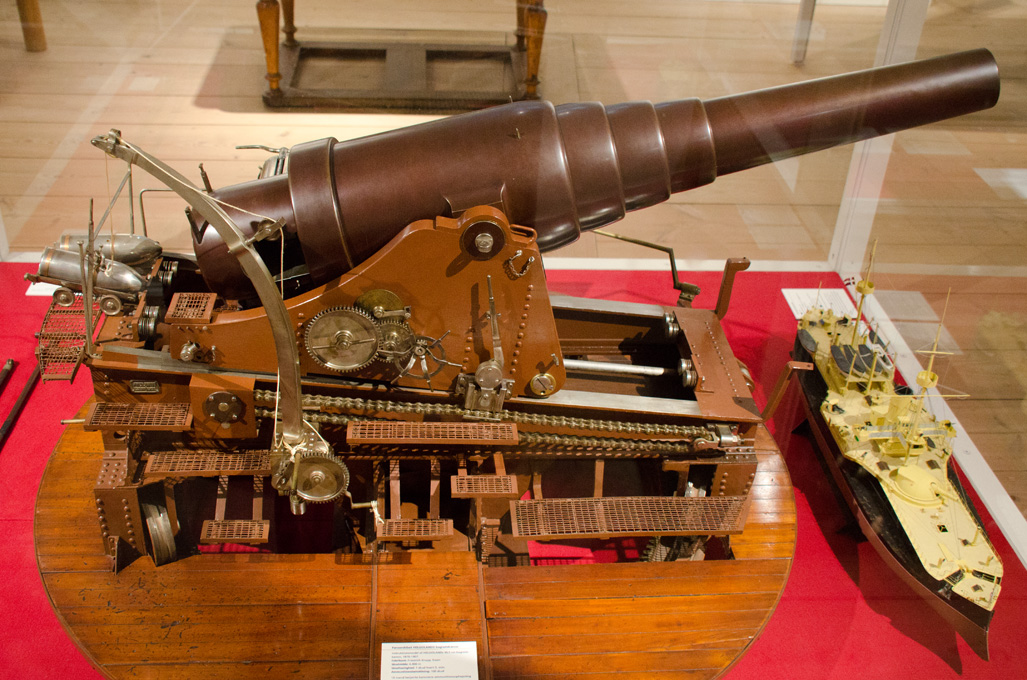 Instruction model for the Rk 30.5/l22 on the Danish HELGOLAND in the Orlogsmuseet Copenhagen on a carriage similar to that of the WESPE-Class.Scale
Instruction model for the Rk 30.5/l22 on the Danish HELGOLAND in the Orlogsmuseet Copenhagen on a carriage similar to that of the WESPE-Class.ScaleThe scale chosen for the model is 1/160, which admittedly is somewhat unusual for a ship model. However, the reasoning behind this choice was that a large selection of N-scale railway figures is available that eventually will crew the ship. There are also space and portability consideration, which are important for someone, who has to move from time to time for professional reasons.
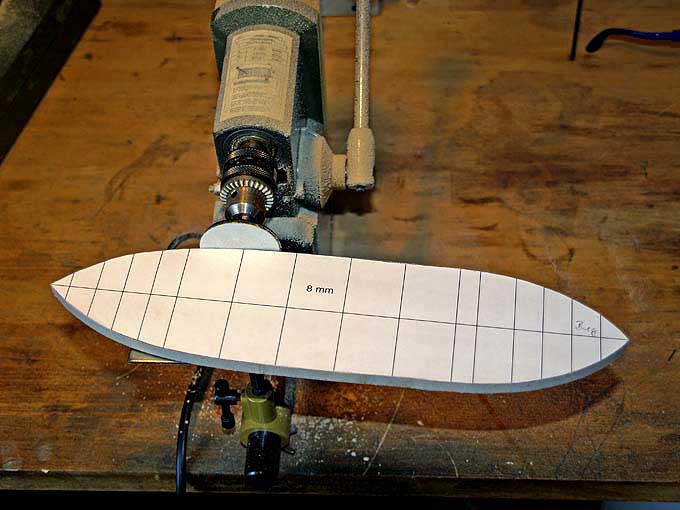
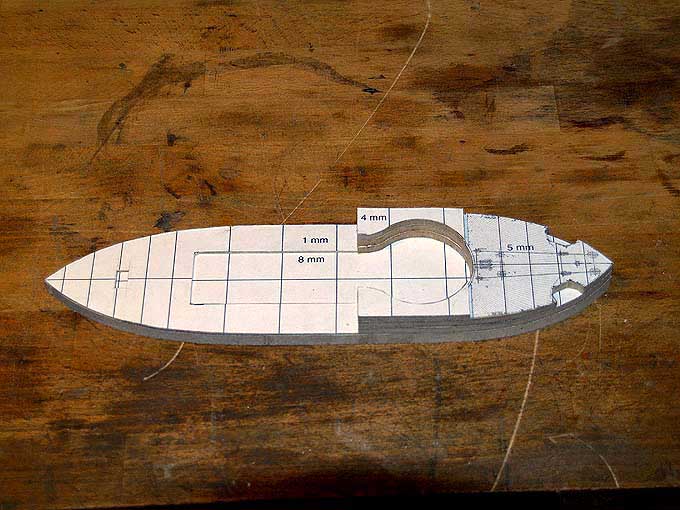
The model will be a waterline model. This will allow a scenic presentation of the finished model. Besides, the hull below the waterline is not quite so graceful. Above the waterline the hull is also more or less prismatic, with vertical bulwarks and virtually no sheer. These parameters together call for a bread-and-butter construction.
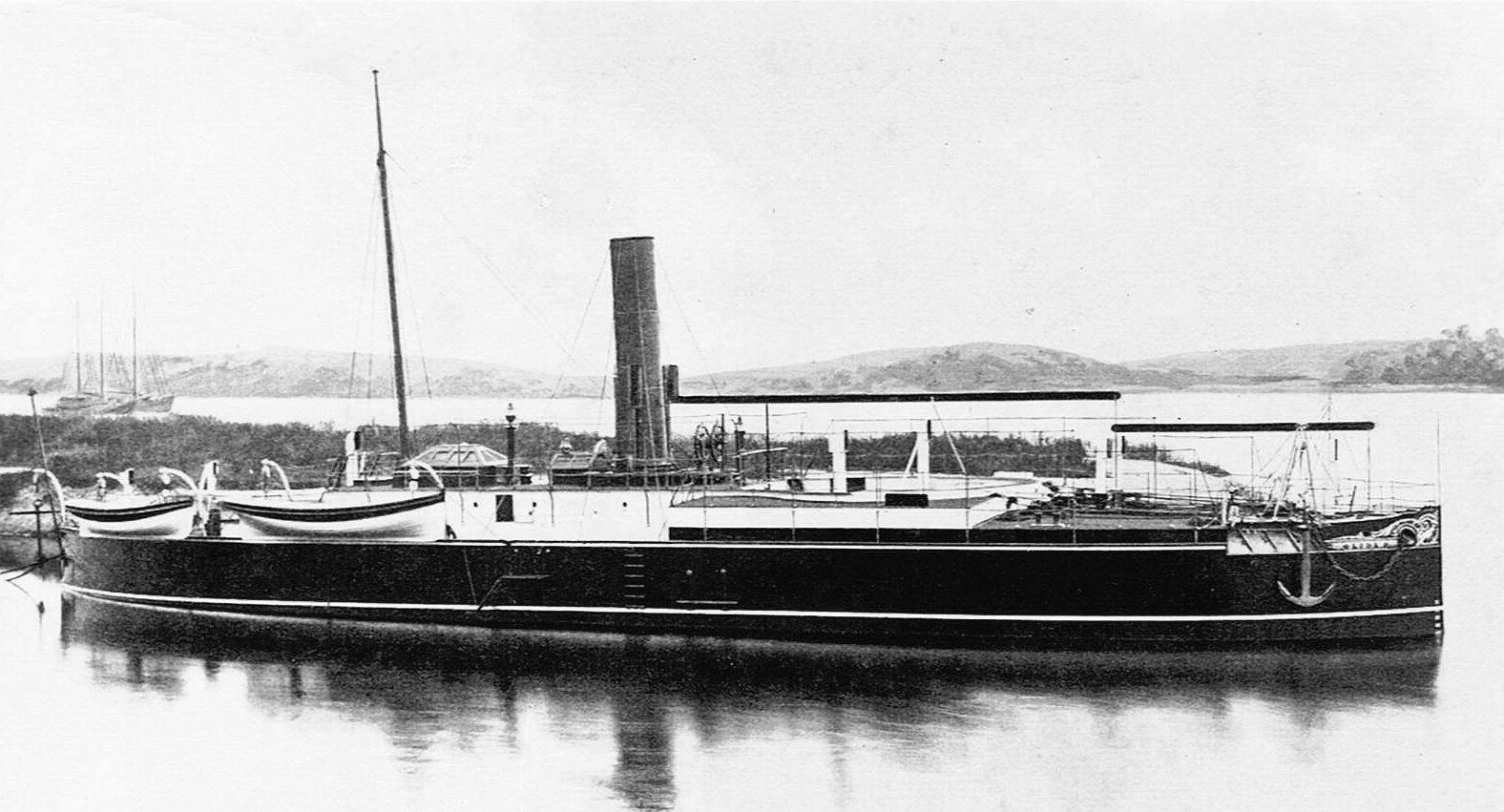
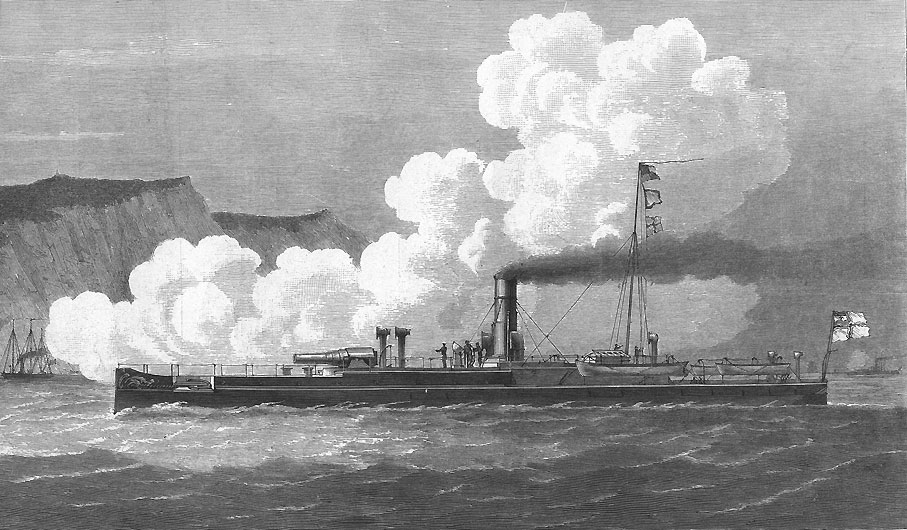 Artist’s impression of a WESPE-Class gunboat (1891)Sources
Artist’s impression of a WESPE-Class gunboat (1891)SourcesOwing to the loss of most of the archival material from the former Admiralty Drawing Office during and after the end of WW2, detailed source material is rather scant. Some lithographed drawings that must have been made before the major refit in 1883 have survived and serve as a basis for the reconstruction. The Bundesarchiv/Militärarchiv in Freiburg i.B. has some drawings, but unfortunatelly they only pertain to a much later refit of S.M.S. NATTER. However, the WESPE-Class was a bit of a novelty at its time and some Detaildrawings of bothm the ship and the armament, have found their way into textbooks of the time. Relatively recently a very detailed original drawing of the gun became available on the Internet from a private collection (
http://www.dreadnoughtproject.org). Historic photographs from the early days of the ships are quite rare and mostly of not so good quality, but some reasonably good ones from the end of their active life have survived.
Based on the information that was available in the 1980s Wolfgang Bohlayer drew and published a plan of S.M.S. WESPE as she might have looked like after the major refit in 1883 (available from VTH,
http://shop.vth.de/wespe-1876.html). Based on the information available today, this plan would need to be revised in some details.
The available information is summarised on the page on the WESPE-class on my Web-site:
http://www.wefalck.eu/mm/maritime/models/wespe/wespeclass.htmlTo be continued ...











 So when a part on the original would be bare metal, I would use the same metal, e.g. steel, or something close, e.g. brass for bronze.
So when a part on the original would be bare metal, I would use the same metal, e.g. steel, or something close, e.g. brass for bronze.