Many thanks for all the ideas Eberhard!

My new toy arrived last week!


I got the steel vice PM 40 too, which is most useful.

It works pretty well straight from the box. I’m pleasantly surprized that the amount of slack on the down feed and X-Y table is really very small. I’m also happy that the down feed handle turns nice and smooth. On the table, the Y is ok, and the X could be a bit smoother. Not really a problem for (slow) precision work though.
Initial drilling tests went well.
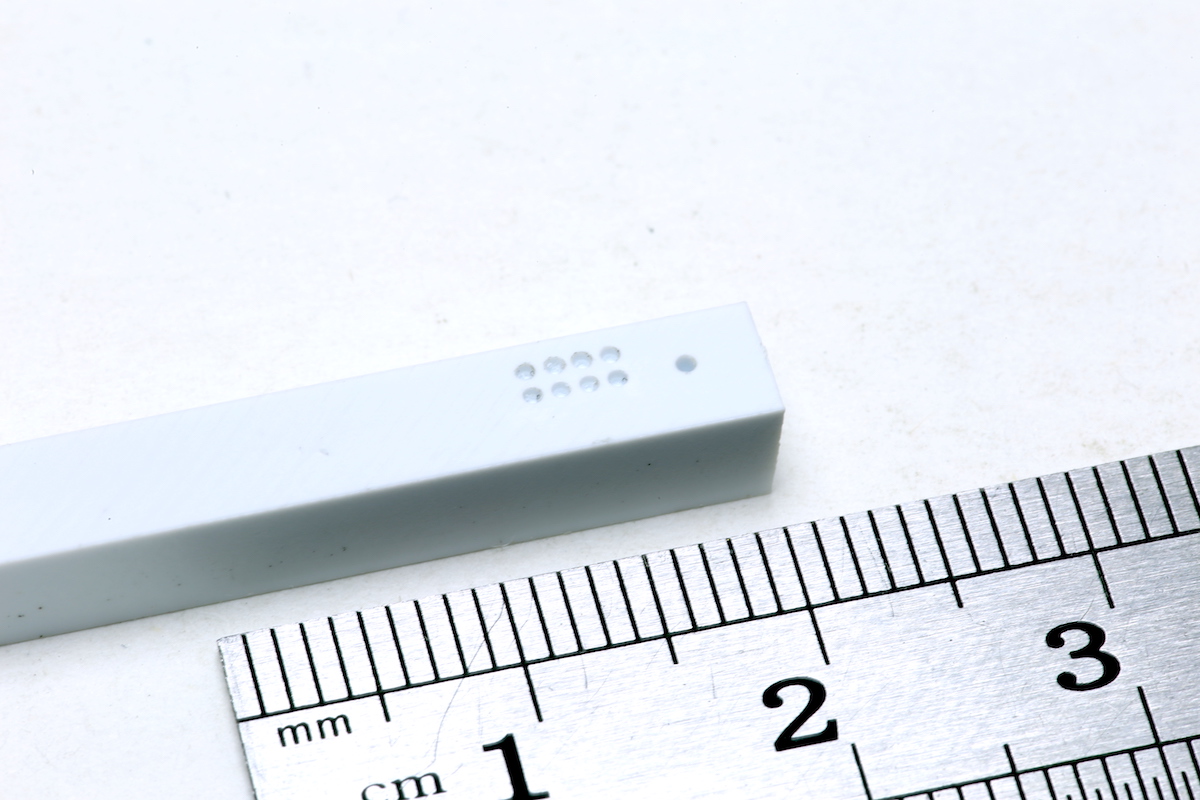
From right to left:
- 0,5mm drill
- 0,4mm
- 0,2mm
- 0,1mm

All went well, only the 0,1mm drill broke when retracting it from the hole. But honestly, I’m not sure I will ever need 0,1mm. I have had these 0,1mm drills for some time but never actually felt the need to use them yet, while I do like some pretty small detail work…

Precise placement drilling in a grid was easy too. This test with the 0,5mm drill was done very quickly; I’m sure I could do it even more precise.
I also did some quick milling tests. Some 1x1mm and 0,5x0,5mm steps, milled in 5x5mm styrene square rod:
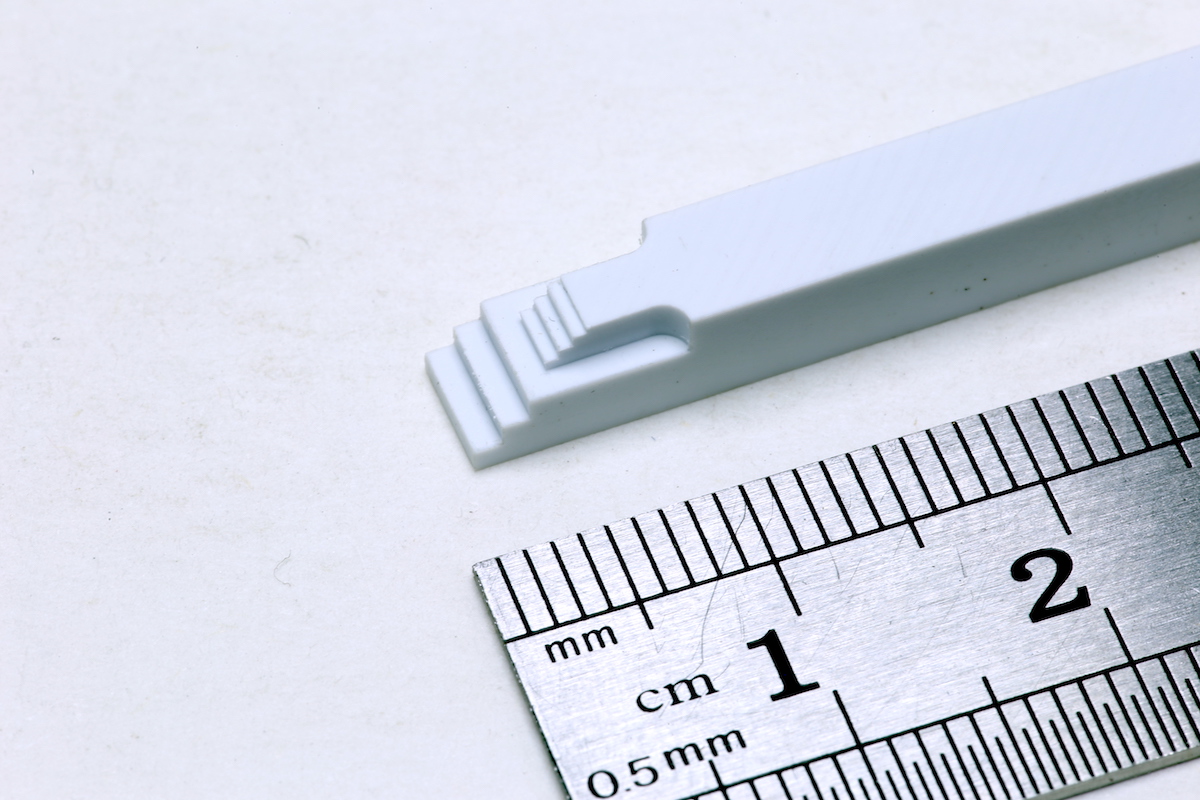
It is very very useful that the machine does not only go up to 20 000 rpm for working brass, but also down to 5000 rpm, which makes working in styrene possible.
For now, I’m really happy with the machine, especially for the very reasonable price (I payed 269 euro. The vice is not included, but a set of step clamps is, and so is a set of collets).
The immediate use I have for it is however not milling, but only drilling the masts and spars (so I join them firmly with brass pins).
Of course, one would normally do this before adding any detail to the masts. But since I was a bit late, I had to find a way to clamp masts and spars carefully, without damaging the fragile plastic details.
I used stock styrene square rod as a ‘buffer’ to clamp them in the vice. I put double-sided tape on the inside of the jaws of the vice to keep them in place:
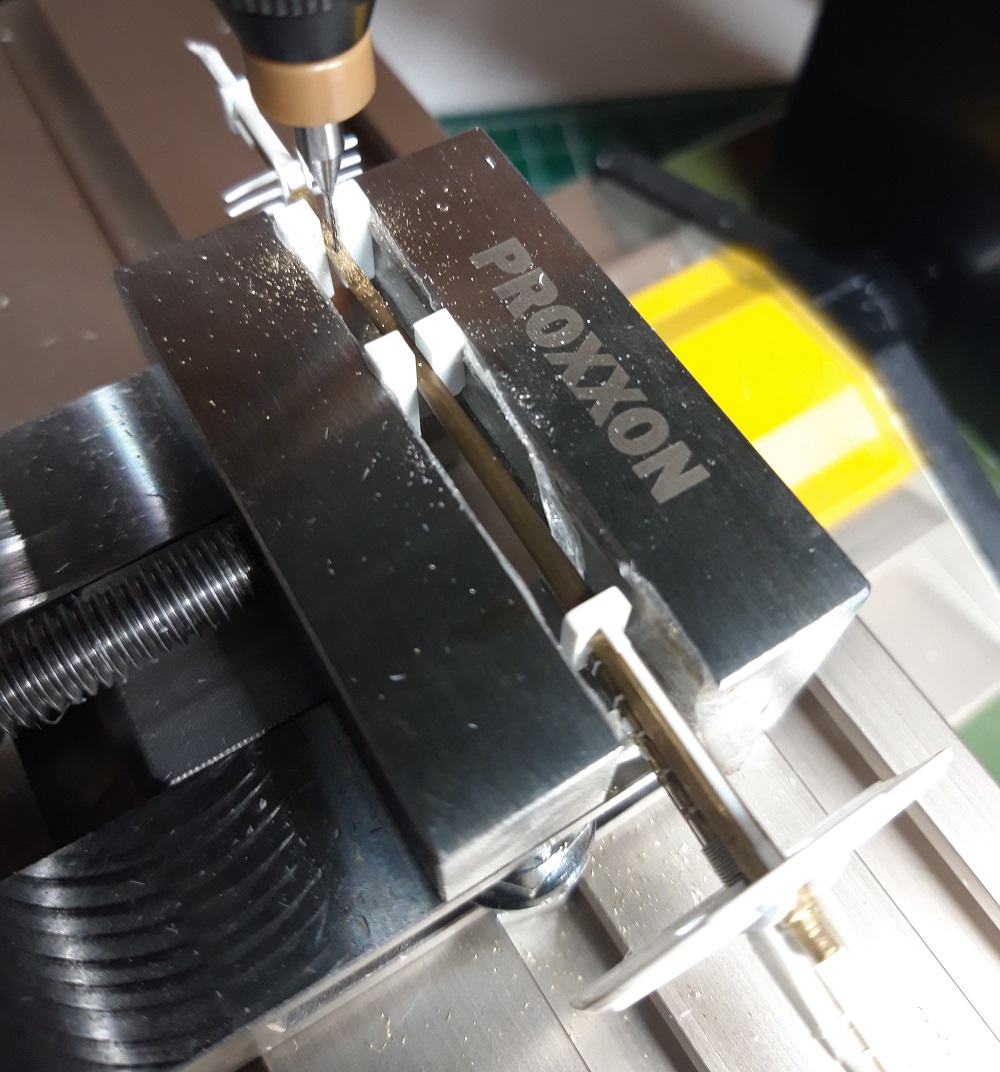
Victory’s lower masts were the hardest, because I couldn’t clamp them at the location of the hole to be drilled:

This worked very well. Only, the double sided tape proved tedious to remove from the vice after clamping.
So I used Blue Tack instead, sticking the styrene rod directly to the piece. Much easier!


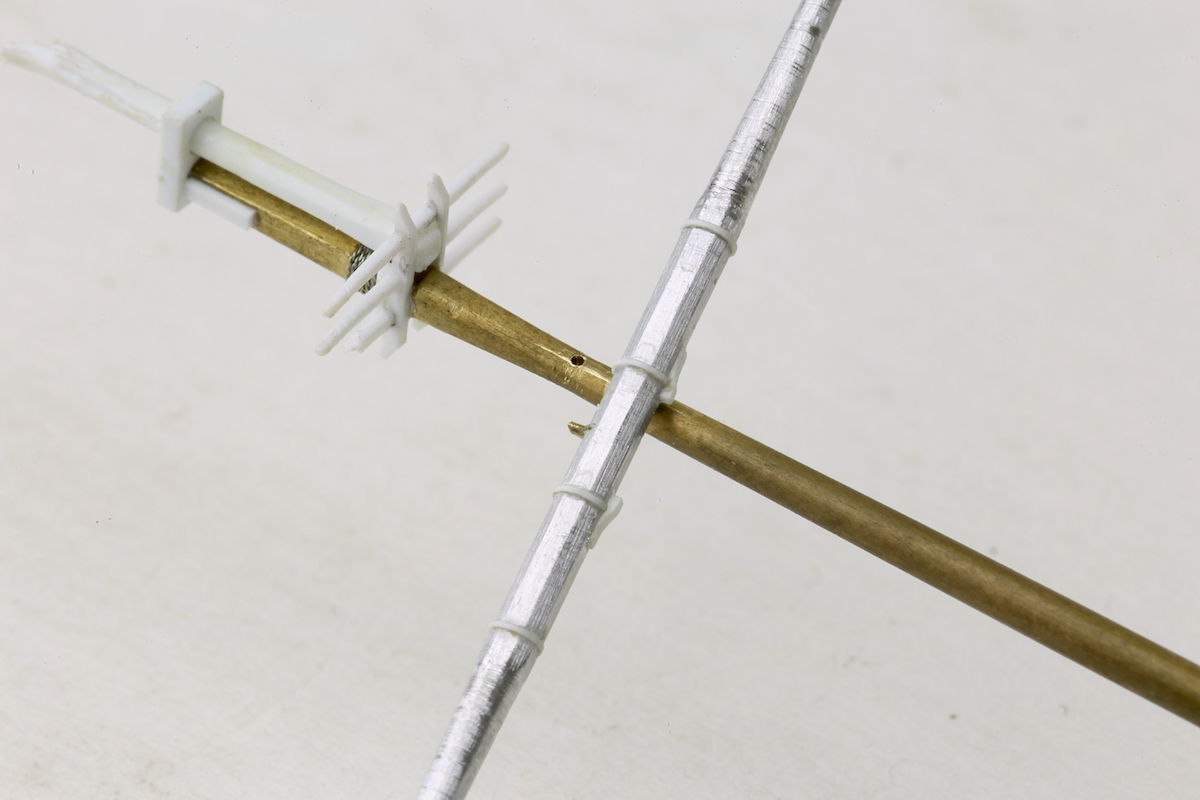
And the results:
0,4mm holes in lower mast and spar, for a 4mm brass pin (forgot to clean up the hole in the mast):

And in the topmast:
I have drilled other masts and spars with 0,3 and 0,2mm too, and that worked perfectly too.